激光波长1064
激光功率30W~100W
切割速度1000mm/s
切割厚度0.1mm~8mm
切割方式切割头
XYZ行程500*500*100mm
崩边量5μm
整机精度±10μm
平台精度±1μm
设备尺寸2000*2000*1800mm
设备重量2.5T
整机功耗2KW
我们的优势是:强大的执行力;精准的营销能力;丰富的产品运营经验;并有核心的技术团队和的知识产权,团队核心成员来自激光公司和国内上市激光公司的*主管。团队有很好的向心力,以及行业资源整合能力,强大的研发能力,工作,的服务,的服务理念,提高公司的整体竞争力。
激光切割玻璃的主要工艺有两种:1)熔融切割法:利用玻璃处在软化的温度下具有较好的塑性和延展性,用聚焦的CO2激光或者紫外激光照射到软化的玻璃表面,激光具有的较高的能量密度会导致玻璃融化,然后用气流吹走熔融的玻璃,产生沟槽,从而实现玻璃的熔融切割。
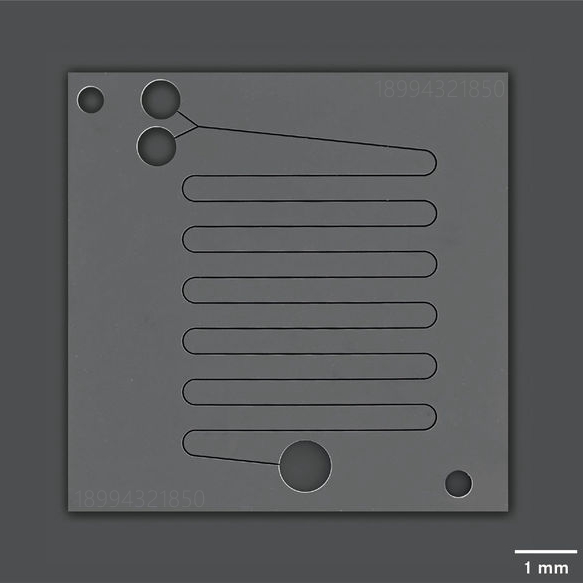
激光切割玻璃的应用介绍:传统的机械切割的缺陷,传统的玻璃切割手段采用硬质合金或金刚石,采用该方法进行划刻和切割存在着一些缺陷。材料的去除会导致碎屑、碎块和微裂痕的产生,使切割边缘的强度降低,从而需要再进行一道清理工序。此外,机械力作用于薄玻璃也会带来产量损失。比传统方式不同,激光束的能量是以一种非接触的方式对玻璃进行切割。该能量对工件的部分进行加热,使其达到预先定义的温度。在快速加热的过程之后紧接着进行快速冷却,使玻璃内部产生垂直向的应力带,只因受热而产生,而非机械原因而产生,所以不会有碎屑和微裂纹出现。因此,激光切割边缘的强度也比传统划刻和分割方式更强。

激光切割玻璃工艺原理:**快激光通过聚焦头聚焦获得的微米级光束,具有高峰值功率密度。光束作用在玻璃材料上时,光束中心光强度比边缘低,使得材料中心折射率比边缘变化大,光束中心传播速度比边缘慢,光束出现非线性光学克尔效应来产生自聚焦,继续提升功率密度。直到达到某个能量阈值,材料产生低密度等离子体,降低材料中心折射率,实现光束散焦。在实际切割玻璃中,优化聚焦系统及焦距,可实现重复性聚焦/散焦过程,形成稳定穿孔。
玻璃激光切割的激光器选择:CO2激光器发射的激光波长为10.6μm,而玻璃能强烈地吸收波长10.6μm的激光,几乎所有的激光能量都被玻璃表面15μm吸收层所吸收,所以玻璃激光切割系统几乎都配置CO2激光器。
苏州飞镭激光科技特的远程服务:飞镭技术服务团队为所有的激光系统提供远程服务。在激光头和供电单元里装有许多传感器,测量数以百计的数值。如果您需要,我们的服务可以通过远程访问来进行快速诊断并且能够解决大多数问题。欢迎来电咨询。
http://yga1927.cn.b2b168.com













